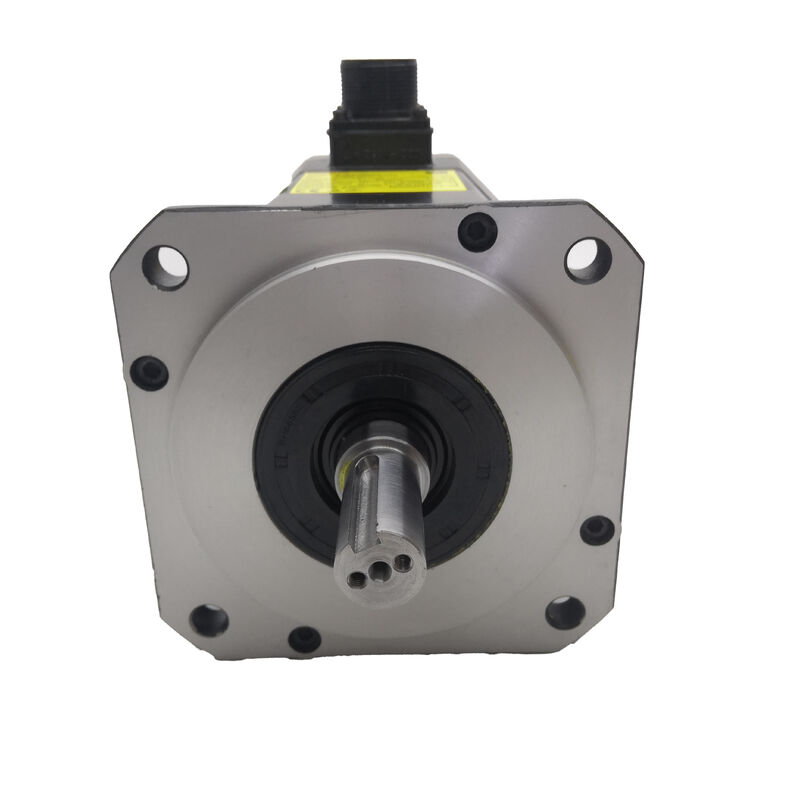
Fanuc A06B-0075-B203 | Beta iS Series AC Servo Motor BiS 8/3000 — 1.2 kW, Straight Shaft
หมายเลขชิ้นส่วน: A06B-0075-B203
ซีรีส์: Beta iS (BiS) AC Servo Motor
รุ่น: BiS 8 / 3000
สภาพ: มีสินค้าใหม่ / ปรับปรุงใหม่ / แลกเปลี่ยน
ภาพรวม
The Fanuc A06B-0075-B203 เป็นมอเตอร์เซอร์โว AC ขนาดกะทัดรัด ความเร็วสูงจากซีรีส์ Beta iS ของ Fanuc — รุ่น BiS 8/3000 ซึ่งเป็นมอเตอร์เฟรมน้ำหนักเบาที่สร้างขึ้นสำหรับการใช้งานแกน CNC ที่ต้องการความแม่นยำในการวางตำแหน่ง การตอบสนองแบบไดนามิกที่รวดเร็ว และขนาดทางกายภาพที่เล็ก
ให้กำลังต่อเนื่อง 1.2 kW พร้อมแรงบิดค้าง 7 Nm และความเร็วสูงสุด 3,000 RPM มอเตอร์นี้ได้รับการปรับเทียบสำหรับแกนขับที่มีน้ำหนักเบา — แกนรอง แกนเสริมสำหรับการวางตำแหน่ง และฟังก์ชัน CNC เสริมที่มอเตอร์เซอร์โวขนาดกะทัดรัดที่รวมเข้าด้วยกันอย่างดีทำงานได้อย่างเงียบเชียบและเชื่อถือได้ตลอดอายุการใช้งานที่ยาวนาน
ตระกูล BiS เป็นคำตอบที่ใช้งานได้จริงของ Fanuc ต่อคำถามที่แท้จริงในอุตสาหกรรม: จะให้ผู้ผลิตเครื่องมือเครื่องจักรมีมอเตอร์เซอร์โวที่ทันสมัยและรวมเข้ากับระบบดิจิทัลได้อย่างไร ซึ่งทำงานได้อย่างสม่ำเสมอโดยไม่ต้องมีค่าใช้จ่ายเพิ่มเติมของซีรีส์ Alpha iS สำหรับทุกแกนบนเครื่องจักร?
สำหรับแกนที่มีภาระงานเบา ซึ่งช่วงแรงบิดและความเร็วของ BiS 8/3000 เหมาะสม คำตอบนั้นตรงไปตรงมา มอเตอร์นี้ได้ถูกนำไปใช้กับเครื่องกลึง CNC หลากหลายประเภท ศูนย์กลางเครื่องจักรแนวตั้งขนาดเล็ก และเครื่องจักรผลิตแบบหลายแกน ซึ่งความต้องการของไดรฟ์ได้รับการกำหนดไว้อย่างชัดเจนและพื้นที่ติดตั้งมีจำกัด
ข้อมูลจำเพาะหลัก
| พารามิเตอร์ |
ค่า |
| กำลังขับ |
1.2 kW (ต่อเนื่อง) |
| แรงบิดค้าง |
7 Nm |
| แรงดันไฟฟ้าที่กำหนด |
153 V |
| กระแสไฟฟ้าที่กำหนด |
4.9 A |
| อินพุตแหล่งจ่ายไฟ |
200 – 230 VAC, 50/60 Hz |
| ความถี่ที่กำหนด |
133 Hz |
| ความเร็วสูงสุด |
3,000 RPM |
| เฟส |
3 เฟส |
| ซีรีส์ |
Beta iS (BiS) |
| รุ่น |
BiS 8 / 3000 |
เฟรมกะทัดรัด ประสิทธิภาพสูง
เลข 8 ในชื่อรุ่น BiS 8/3000 วางมอเตอร์นี้ไว้ที่ปลายด้านล่างของช่วงแรงบิด Beta iS นั่นไม่ใช่ข้อจำกัด — มันคือข้อกำหนด มอเตอร์ที่จับคู่กับภาระงานของมันจะทำงานได้อย่างมีประสิทธิภาพมากขึ้น สร้างความร้อนน้อยลง และมีอายุการใช้งานยาวนานกว่าหน่วยที่ใหญ่เกินไปซึ่งทำงานต่ำกว่ากำลังขับที่กำหนดไว้มาก
แรงบิดค้าง 7 Nm และกำลังขับต่อเนื่อง 1.2 kW เหมาะสมกับระยะพิทช์บอลสกรูและภาระเฉื่อยทั่วไปของการกำหนดค่าแกน CNC ขนาดกะทัดรัด และความเร็วสูงสุด 3,000 RPM ทำให้มีความยืดหยุ่นอย่างแท้จริงทั้งในการวางตำแหน่งและความต้องการอัตราป้อนการตัด
ที่ความถี่ที่กำหนด 133 Hz ระบบไดรฟ์จะสร้างสภาวะทางไฟฟ้าที่มอเตอร์ต้องการเพื่อให้ได้ความเร็วสูงสุด 3,000 RPM พร้อมการส่งแรงบิดที่สะอาด
ความถี่นี้ถูกสร้างขึ้นภายในโดยแอมพลิฟายเออร์เซอร์โวจากอินพุตแหล่งจ่ายไฟ 200–230 VAC — การเชื่อมต่อสายเมนเป็นแรงดันไฟฟ้าอุตสาหกรรมมาตรฐาน และไดรฟ์จะจัดการการแปลงความถี่โดยอัตโนมัติ
กระแสไฟฟ้าที่กำหนด 4.9 A นั้นไม่มากนักเมื่อเทียบกับขนาดเฟรม BiS ที่ใหญ่กว่า ซึ่งหมายความว่าข้อกำหนดกระแสของโมดูลแอมพลิฟายเออร์จะเบาลงตามไปด้วย — เป็นจุดที่ใช้งานได้จริงเมื่อพื้นที่ตู้ไดรฟ์หรือโครงสร้างพื้นฐานทางไฟฟ้าเป็นปัจจัยที่ต้องพิจารณา
มอเตอร์นี้ใช้ที่ไหน
A06B-0075-B203 พบได้บ่อยที่สุดในแกนขับน้ำหนักเบาของเครื่องกลึง CNC ขนาดเล็ก ศูนย์กลางเครื่องจักรแนวตั้งขนาดกะทัดรัด เครื่องเจาะพิกัด และอุปกรณ์ลวด EDM ที่ภาระงานแกนมีความสม่ำเสมอและอยู่ในช่วงกำลังขับต่อเนื่องของมอเตอร์
นอกจากนี้ยังพบในแกนเสริมของเครื่องจักรขนาดใหญ่ — โต๊ะหมุนแกนที่สี่ แกน Z ของสปินเดิลรอง หรือการวางตำแหน่งของแท่นรอง — ที่ความต้องการทางกลเบา แต่ยังคงต้องการการควบคุมเซอร์โวที่แม่นยำ
เนื่องจากความเข้ากันได้ที่กว้างขวางของซีรีส์ BiS กับกลุ่มแอมพลิฟายเออร์เซอร์โวดิจิทัลของ Fanuc และแพลตฟอร์ม CNC หลายรุ่น มอเตอร์นี้จึงปรากฏในโครงการปรับปรุงใหม่ที่ต้องการอัปเกรดแกนขับเก่าให้เป็นมาตรฐานการป้อนกลับและไดรฟ์ปัจจุบันโดยไม่ต้องเปลี่ยนการควบคุมทั้งหมด
BiS 8/3000 เป็นตัวเลือกที่ใช้งานได้จริงในสถานการณ์เหล่านั้นเมื่อภาระงานแกนอยู่ในช่วงที่เหมาะสม
ความเข้ากันได้ของไดรฟ์และการควบคุม
A06B-0075-B203 เข้ากันได้กับโมดูลแอมพลิฟายเออร์เซอร์โวดิจิทัลซีรีส์ Fanuc Beta และรวมเข้ากับแพลตฟอร์มการควบคุม CNC ของ Fanuc ได้หลากหลาย — รวมถึงซีรีส์ 0i-Mate, 0i, 16i, 18i และ 21i
แอมพลิฟายเออร์เซอร์โวจะต้องตั้งค่าพารามิเตอร์ด้วยรหัสประเภทมอเตอร์ที่ถูกต้องสำหรับ BiS 8/3000 ก่อนที่จะใช้งานแกนภายใต้ภาระงาน การตั้งค่าพารามิเตอร์มอเตอร์ให้ถูกต้องมีความสำคัญ: การตั้งค่าที่ไม่ถูกต้องจะทำให้พฤติกรรมของลูปความเร็วตั้งแต่ประสิทธิภาพลดลงเล็กน้อยไปจนถึงความไม่เสถียรอย่างสิ้นเชิง ขึ้นอยู่กับว่าพารามิเตอร์นั้นห่างจากข้อกำหนดมอเตอร์จริงเท่าใด
สำหรับเครื่องจักรที่ได้รับการอัปเกรดการควบคุมหรือไดรฟ์ตั้งแต่การผลิตครั้งแรก โปรดตรวจสอบว่าแอมพลิฟายเออร์เซอร์โวที่มีอยู่รองรับอินเทอร์เฟซตัวเข้ารหัสซีรีส์ BiS หรือไม่ รุ่นไดรฟ์แบบอนาล็อกรุ่นก่อนหน้าอาจไม่เข้ากันโดยตรงและอาจต้องมีการเปลี่ยนแปลงอินเทอร์เฟซควบคู่ไปกับมอเตอร์
ตัวเข้ารหัสและการป้อนกลับ
ส่วนต่อท้าย B203 บ่งชี้ว่ารุ่นนี้ใช้ตัวเข้ารหัสซีรีส์ Fanuc BiA 128 — ตัวเข้ารหัสแบบอนุกรมที่รองรับการทำงานแบบสัมบูรณ์ ซึ่งรองรับการป้อนกลับตำแหน่งความละเอียดสูง
ขึ้นอยู่กับการกำหนดค่าไดรฟ์และการควบคุมเฉพาะที่จับคู่ด้วย ตัวเข้ารหัสนี้รองรับทั้งโหมดการป้อนกลับแบบสัมบูรณ์และแบบเพิ่ม ซึ่งทำให้มอเตอร์นี้มีความยืดหยุ่นในการใช้งานกับรุ่นควบคุม Fanuc ที่หลากหลายซึ่งมีการจัดการการป้อนกลับที่แตกต่างกัน
เช่นเดียวกับการเปลี่ยนมอเตอร์เซอร์โวทั้งหมด ข้อกำหนดของตัวเข้ารหัสในหน่วยที่เปลี่ยนจะต้องตรงกับของเดิม การติดตั้งมอเตอร์ที่มีประเภทตัวเข้ารหัสแตกต่างกัน — แม้จะอยู่ในคลาสเฟรม BiS เดียวกัน — อาจส่งผลต่อพฤติกรรมการรักษาตำแหน่งสัมบูรณ์ ลำดับการโฮมมิ่ง และในบางกรณี ความสามารถของไดรฟ์ในการจดจำมอเตอร์ได้อย่างถูกต้องเมื่อเริ่มต้นทำงาน
หมายเหตุเกี่ยวกับการจัดหาและสภาพ
A06B-0075-B203 มีการซื้อขายอย่างแข็งขันในตลาดมอเตอร์เซอร์โวที่ปรับปรุงใหม่และสินค้าคงคลัง เมื่อประเมินหน่วยที่ใช้แล้ว ให้ตรวจสอบขั้วต่อตัวเข้ารหัสอย่างละเอียด — นี่เป็นจุดที่ล้มเหลวบ่อยที่สุดทางสถิติในมอเตอร์ซีรีส์ BiS ที่มีประวัติการใช้งานยาวนาน และการกัดกร่อนของขาขั้วต่อหรือความเสียหายของสายเคเบิลที่ทางออกนั้นมองเห็นได้ง่ายด้วยตาเปล่า แต่จะทำให้เกิดข้อผิดพลาดตำแหน่งเป็นระยะๆ ซึ่งวินิจฉัยได้ยากบนเครื่องจักร
วัดความต้านทานขดลวดสามเฟสเพื่อความสมดุล ตรวจสอบความต้านทานฉนวนกับกราวด์ และหมุนเพลาด้วยมือเพื่อยืนยันสภาพแบริ่ง หน่วยที่สะอาดและใช้งานน้อยจากแหล่งที่เชื่อถือได้ควรทดสอบได้ดีในทุกการตรวจสอบเหล่านี้และทำงานได้อย่างราบรื่นในการทดสอบบนแท่นก่อนการติดตั้ง
คำถามที่พบบ่อย
Q1: A06B-0075-B203 ทำงานร่วมกับเซอร์โวไดรฟ์และ CNC คอนโทรลอะไรได้บ้าง?
มอเตอร์นี้ออกแบบมาเพื่อใช้กับโมดูลแอมพลิฟายเออร์เซอร์โวดิจิทัลซีรีส์ Fanuc Beta เข้ากันได้กับแพลตฟอร์มการควบคุม CNC ของ Fanuc รวมถึงตระกูล 0i-Mate, 0i, 16i, 18i และ 21i ก่อนการใช้งาน พารามิเตอร์ประเภทมอเตอร์ของแอมพลิฟายเออร์เซอร์โวจะต้องตั้งค่าให้ตรงกับข้อกำหนดของ BiS 8/3000
รหัสประเภทมอเตอร์ที่ไม่ถูกต้องเป็นหนึ่งในสาเหตุที่พบบ่อยที่สุดของความไม่เสถียรของแกนหลังจากการเปลี่ยนมอเตอร์ และควรตรวจสอบเสมอ ก่อนการเคลื่อนที่ของแกนครั้งแรก
Q2: ตัวเลขแรงบิดค้าง 7 Nm หมายถึงอะไรสำหรับการเลือกแกน?
แรงบิดค้างคือแรงบิดสูงสุดของมอเตอร์ที่ความเร็วเป็นศูนย์ — แรงสูงสุดที่มีสำหรับการเร่งความเร็วแกนจากหยุดนิ่ง และสำหรับการรักษาตำแหน่งเมื่อมีภาระงานกระทำ แตกต่างจากแรงบิดที่กำหนดอย่างต่อเนื่อง ซึ่งสะท้อนถึงขีดจำกัดความร้อนสำหรับการทำงานที่ยั่งยืน
เมื่อเลือกรถสำหรับแกน แรงบิดค้างคือตัวเลขที่กำหนดว่ามอเตอร์สามารถเร่งความเฉื่อยเชิงกลรวมของแกนได้ภายในเวลาที่กำหนดหรือไม่ สำหรับแกนที่ BiS 8/3000 เหมาะสม 7 Nm ก็เพียงพอแล้ว สำหรับภาระงานที่หนักกว่า ควรพิจารณามอเตอร์เฟรม BiS หรือ Alpha iS ที่ใหญ่กว่า
Q3: 1.2 kW เพียงพอสำหรับแกนเครื่องจักร CNC หลักหรือไม่?
ขึ้นอยู่กับเครื่องจักรและแกน บนเครื่องกลึง CNC ขนาดกะทัดรัดและศูนย์กลางเครื่องจักรแนวตั้งขนาดเล็กที่มวลเคลื่อนที่เบาและแรงตัดปานกลาง 1.2 kW เหมาะสมอย่างยิ่งสำหรับแกนขับ X และ Z หลัก
บนเครื่องจักรขนาดใหญ่ที่มีอานม้า โต๊ะทำงานที่หนักกว่า หรือความต้องการในการตัดที่รุนแรง มอเตอร์ที่มีกำลังขับสูงกว่าจะเป็นข้อกำหนดที่ถูกต้อง การจับคู่มอเตอร์กับภาระงานแกนจริง — ไม่ใช่แค่การใช้มอเตอร์ที่ใหญ่ที่สุดที่มี — เป็นแนวทางวิศวกรรมที่ถูกต้อง
Q4: ความแตกต่างระหว่าง A06B-0075-B203 และรุ่นอื่นๆ ในซีรีส์ A06B-0075 คืออะไร?
ตระกูล A06B-0075 ใช้เฟรมมอเตอร์ BiS 8 และข้อกำหนดพื้นฐานเดียวกันในทุกรุ่น ส่วนต่อท้าย (B103, B203, B303 ฯลฯ) โดยทั่วไปจะบ่งชี้ถึงความแตกต่างในประเภทตัวเข้ารหัส การกำหนดค่าเบรก หรือข้อกำหนดเพลา
รุ่น B203 ใช้ประเภทตัวเข้ารหัสเฉพาะและไม่มีเบรกในตัว ก่อนที่จะอ้างอิงกับส่วนต่อท้ายอื่น ให้ยืนยันว่าประเภทตัวเข้ารหัส การกำหนดค่าเพลา และสถานะเบรกตรงกับความต้องการของเครื่องจักร — ความแตกต่างในการทำงานระหว่างรุ่นส่วนต่อท้ายอาจทำให้เกิดปัญหาความเข้ากันได้หากมีการเปลี่ยนโดยไม่ได้รับการยืนยัน
Q5: ขั้นตอนการตรวจสอบใดสำคัญที่สุดสำหรับ A06B-0075-B203 ที่ใช้แล้ว?
ให้ความสำคัญกับขั้วต่อตัวเข้ารหัสและทางออกของสายเคเบิล — การปนเปื้อนหรือการกัดกร่อนที่นี่เป็นสาเหตุที่พบบ่อยที่สุดของข้อผิดพลาดการป้อนกลับตำแหน่งในมอเตอร์ซีรีส์ BiS ที่ใช้แล้ว หลังจากนั้น ให้วัดความต้านทานขดลวดสามเฟสเพื่อความสมดุลระหว่างทุกเฟส และตรวจสอบความต้านทานฉนวนกับกราวด์ (มอเตอร์ที่สมบูรณ์จะอ่านค่าได้สูงกว่า 1 MΩ)
หมุนเพลาด้วยมือเพื่อประเมินสภาพแบริ่ง — ความขรุขระหรือการลากบ่งชี้ว่าแบริ่งสึกหรอ สำหรับหน่วยใดๆ ที่มีประวัติการใช้งานที่ไม่ทราบแน่ชัด การทดสอบบนแท่นเต็มรูปแบบรวมถึงการตรวจสอบสัญญาณตัวเข้ารหัสและการทำงานโดยไม่มีภาระจนถึง 3,000 RPM เป็นมาตรฐานที่ถูกต้องก่อนการติดตั้งใหม่ในเครื่องจักรผลิต


 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!