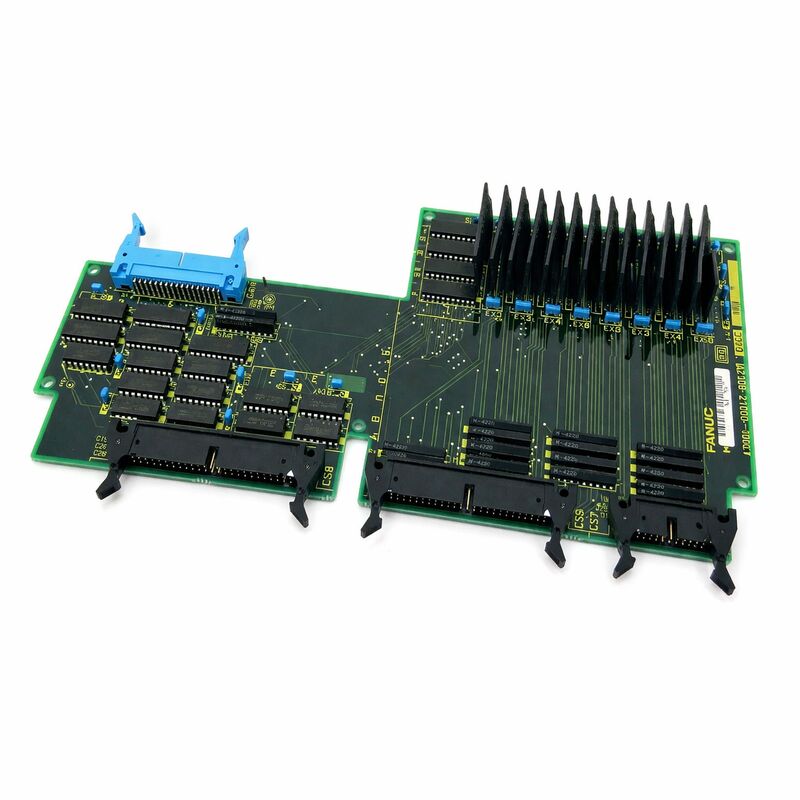
FANUC A20B-9001-0480 ∙ 52/40 ซิงค์ไทป์ ซับ I/O PCB ∙ Piggyback I/O ขยายสําหรับ FANUC ซีรีส 16/18 CNC ขยายความสามารถ DI/DO ส่วนสํารองอุตสาหกรรม
ภาพรวม
รายการFANUC A20B-9001-0480มีบทบาทเชิงเฉพาะและเชิงปฏิบัติการมากในสถาปัตยกรรม I/O ของ FANUC ซีรี 16/18 CNC:มันให้เครื่องเชื่อมต่อสัญญาณมากขึ้น โดยไม่ต้องการการ์ด I/O ที่แยกแยก หรือตัวควบคุมที่สอง.
บอร์ด I/O ภาคย่อยใช้ตรงกับบอร์ด I/O หลักที่มีอยู่ โดยแบ่งปันการเชื่อมต่อบัสของบอร์ดหลักกับ CNC ขณะที่เพิ่มเทอร์มิเนลสัญญาณของตัวเอง
ผลคือการผสมผสานการขยาย I/O ที่มีประสิทธิภาพในเรื่องค่าใช้จ่าย ที่ผู้ผลิตเครื่องมือนําไปใช้เมื่อความจุของแผ่น I/O หลักเดียว ไม่เพียงพอสําหรับเครื่องจักรที่ครบครัน.
การเข้าใจว่าทําไมการขยาย I/O บางครั้งจึงจําเป็น ต้องรู้วิธีการกระจาย I/O ของเครื่องมือ
The PMC (Programmable Machine Controller) in a FANUC CNC executes the machine-specific ladder logic that controls every machine function except the actual axis and spindle motion — ATC tool selection and clamping, เปลี่ยนพัลเล็ต, น้ํายาเย็นเปิด / ปิด, เครื่องขนส่งชิป, การล็อคประตู, ระบบปรับน้ํามัน, การจับชิ้นงาน, การตั้งตําแหน่งของหาง, การพักคง, การทํางานของวาล์วไฮดรอลิกและฟังก์ชันอื่นๆ อีกมากมาย.
แต่ละฟังก์ชันนี้สร้างและบริโภคสัญญาณ I/O: ประตูมีขอบเปิดและขอบปิด (2 ทางเข้า)เครื่องปั่นไฮดรอลิกมีคําสั่งโซเลโนอิด (ออก 1) และสวิทช์ขีดจํากัดที่ยืนยัน/ไม่ติด (เข้า 2), หนังสือพิมพ์เครื่องมืออาจมีสัญญาณสําหรับเซ็นเซอร์ตําแหน่งของกระดาษแต่ละชิ้น (มากถึง 60 + ทางเข้าในกระดาษใหญ่)บวกทั้งหมดนี้ไปทั่วศูนย์แปรรูปที่พร้อมครบ และจํานวน I / O รวมได้ง่ายเกินสิ่งที่แผ่น 104/80 เดียวให้.
ข้อจํากัดหลัก
| ปริมาตร |
มูลค่า |
| การเข้าดิจิตอล (DI) |
52 |
| การออกแบบดิจิตอล (DO) |
40 |
| ประเภทผลิต |
ประเภทซิง (NPN, Active-low) |
| การติดตั้ง |
พิกกี้แบ็คบนบอร์ด I/O หลัก |
| ความเหมาะสมของระบบ |
FANUC ซีรี่ย์ 16, 18 CNC |
| DI/DO รวมกับ Primary |
156 DI / 120 DO (มีฐาน A16B-2202-0960) |
| สาเหตุ |
ญี่ปุ่น |
ผลิตแบบซิงค์ หมายถึงอะไรสําหรับสายไฟเครื่อง
"ประเภทซิงค์" ในภาษา I/O ของ FANUC หมายถึง ทรานซิสเตอร์ผลิตดึงปลายผลิตลงสู่รถไฟฟ้าสามัญ 0V เมื่อใช้งาน (ตรรกะ 1)
อุปกรณ์ภายนอก วาล์วโซเลนอยด์, รีเลย์โค้ล, โคมไฟชี้วัด ผูกระหว่างรางอาหารบวก (+ 24VDC) และปลายทางออก เมื่อบันได PMC เริ่มทํางานออกการไหลของกระแสไฟฟ้าจาก + 24V ผ่านอุปกรณ์และเข้าสู่ปลายทางการออก, ที่ทรานซิสเตอร์ซิงส่งมันไปยัง 0V
โตปอลิเจียซิง (NPN) นี้ถูกใช้อย่างแพร่หลายในเครื่องมือ CNC ของเอเชียและอุปกรณ์อุตสาหกรรมญี่ปุ่นและหลอดทดลองที่ออกแบบมาเพื่อระบบที่เข้ากันได้กับ FANUC เชื่อมต่อระหว่าง 24VDC และอัตราการออกของซิงค์ โดยไม่ต้องมีส่วนประกอบเพิ่มเติมใด ๆ.
สัญลักษณ์การเชื่อมต่อของเครื่องสําหรับเครื่องมือเครื่องยนต์เฉพาะตัวแสดงให้เห็นว่าที่อยู่ทางออกตรงกับจุดปลายทางออกทางกายภาพไหนบนตัวเชื่อมของบอร์ด I/Oและอุปกรณ์ภายนอกที่เชื่อมต่อกับปลายทางแต่ละอัน.
The A20B-9001-0480's 40 sink outputs follow the same electrical characteristics as the primary I/O board's outputs — designed for the 24VDC machine tool control voltage standard and capable of handling the inductive loads (solenoid valve coils, รีเลย์โค้ล) ที่เป็นมาตรฐานในระบบไฟฟ้าเครื่องมือ
ตําแหน่งการติดตั้งและความสัมพันธ์ของบอร์ด I/O หลัก
ใน FANUC Series 16/18 CNC rack บอร์ด I/O หลักมีสล็อตที่กําหนดไว้
A20B-9001-0480 sub board I/O เชื่อมต่อตรงกับ board หลักผ่านตัวเชื่อมขยายที่ตั้งไว้ ∙ มันไม่ได้ใช้สล็อต rack ที่เป็นอิสระ แต่ติดกับ board หลักใช้การเชื่อมต่อ rack ของบอร์ดที่จะสื่อสารกับ PMC ของ CNC.
The PMC ladder programme accesses the sub I/O board's inputs and outputs through specific G-address (outputs from PMC) and F-address (inputs to PMC) ranges that are assigned to the sub board's signals in the I/O board's address mapping.
The machine tool builder defines this address mapping in the PMC parameters when the machine is built — the A20B-9001-0480's signals appear to the PMC ladder as additional DI/DO addresses beyond those of the primary board.
เมื่อเปลี่ยน A20B-9001-0480 การติดตั้งทางกายภาพของบอร์ดสํารองเป็นทางกลับของด้านบน: เชื่อมต่อมันกับตัวเชื่อมขยายของบอร์ดหลักปิดมันด้วยกลไก (บอร์ดมักจะติดกับบราคเก็ตหรือสแตนดอฟของบอร์ดหลัก), เชื่อมต่อสายไฟ I/O ใหม่กับสายปลายของ subboard หรือเครื่องเชื่อม และตรวจสอบการทํางานของ PMC I/O address โดยการตรวจสอบสัญญาณบนจอวินิจฉัย PMC
สกรีนวินิจฉัย PMC เครื่องมือแรกในการแยกความผิดพลาด
เมื่อมีข้อสงสัยว่าสัญญาณที่มาจาก A20B-9001-0480 ผิดปกติinput ที่ไม่สะท้อนภาวะของเซ็นเซอร์ทางกายภาพ ️ ขั้นตอนการวินิจฉัยครั้งแรกคือจอวินิจฉัย PMC ของ CNC.
สามารถเข้าถึงได้ผ่านพานีล MDI หน้าจอวินิจฉัยแสดงสถานะในเวลาจริงของทุกที่อยู่ PMCรวมถึง G-addresses (outputs ที่สั่ง) และ F-addresses (inputs ที่รับ) ที่ตรงกับสัญญาณของ subboard.
หากการออกที่สั่งทํางาน (G-address bit = 1) แต่ปลายทางออกทางกายภาพไม่ได้แสดง 24V เมื่อวัดด้วยเครื่องวัดไฟฟ้า, ความผิดพลาดคือหรือในทรานซิสเตอร์ออกบน subboard,ในสายไฟจากปลายไปยังอุปกรณ์หรือในอุปกรณ์เอง
หากที่อยู่ทางเข้า (F-address bit) ไม่สะท้อนสภาพของเซ็นเซอร์ทางกายภาพ (เซ็นเซอร์เปิด แต่บิต = 0 หรือเซ็นเซอร์ไม่ทํางาน แต่บิต = 1) ความผิดพลาดอยู่ที่วงจรทางเข้าบน subboardการเชื่อมต่อไฟเข้าหรือเซ็นเซอร์
แนวทางการติดตามสัญญาณอย่างเป็นระบบนี้จะแยกออกอย่างรวดเร็วว่า A20B-9001-0480 เองล้มเหลวหรือไม่ หรือว่าความผิดพลาดอยู่ที่สายไฟภายนอกและอุปกรณ์ที่เชื่อมต่อกับมัน
FAQ
Q1: A20B-9001-0480 มีอยู่เสมอหรือไม่หรือเป็นตัวเสริมที่เลือกใช้กับระบบ I/O ซีรี 16/18?
เป็นส่วนเสริมที่ไม่จํากัด ̇ บอร์ด I/O หลักทํางานอย่างอิสระและ A20B-9001-0480 จะติดตั้งเมื่อผู้ผลิตเครื่องมือกําหนดว่าความจุ 104/80 DI/DO ของบอร์ดหลักไม่เพียงพอสําหรับความต้องการ I/O ของเครื่อง.
เครื่องชุด 16/18 บางเครื่องมีแผ่นรองติดตั้งจากโรงงาน; อื่น ๆ ไม่.
การยืนยันว่า subboard มีอยู่ในเครื่องจักรเฉพาะอย่างยิ่งนั้น โดยการตรวจสอบภาพของ I/O board หรือการอ้างอิงจากเอกสารไฟฟ้าของเครื่องจักร
เครื่องจักรที่ทํางานโดยไม่ติดตั้ง subboard เมื่อบันได PMC คาดหวังว่ามันจะแสดงสัญญาณเตือนหรือพฤติกรรม I/O ที่ไม่ถูกต้องสําหรับที่อยู่ใด ๆ ที่มอบให้กับ subboard
Q2: หลังจากเปลี่ยนเครื่อง A20B-9001-0480 บางส่วนของเครื่องยังคงไม่ได้ทํางาน อะไรควรตรวจสอบ
ตรวจสอบว่าบอร์ดสํารองติดตั้งถูกต้องและเชื่อมต่อกับตัวเชื่อมขยายของบอร์ด I/O หลักจากนั้นตรวจสอบทุกสายเชื่อมต่อใหม่ที่ I / O ทอร์มิเนลของ subboard.
ใช้หน้าจอวินิจฉัย PMC เพื่อยืนยันว่า ที่อยู่ทางเข้าและทางออกเฉพาะไหนแสดงสถานะที่ไม่ถูกต้อง จากนั้นติดตามสัญญาณเฉพาะเหล่านั้นผ่านสายไฟจากเทอร์มิเนลไปยังอุปกรณ์
การตรวจสอบที่อยู่ตามที่อยู่อย่างเป็นระบบกับรายการ I/O ของเครื่อง (ปกติในเอกสารไฟฟ้าของเครื่อง) ยืนยันว่าปัญหาคือภายในบอร์ดหรือสายไฟภายนอก
Q3: A20B-9001-0480 สามารถใช้กับ FANUC ซีรีส 0 หรือ 21 ระบบ CNC ได้หรือไม่?
A20B-9001-0480 ได้กําหนดไว้สําหรับระบบ CNC FANUC ซีรีส 16/18 ความเข้ากันได้กับรุ่น CNC FANUC อื่น ๆ (ซีรีส 0, 21,0i) ขึ้นอยู่กับว่าบอร์ด I/O หลักของระบบเหล่านั้นมีเครื่องเชื่อมขยายเดียวกันและว่าการ mapping ที่อยู่ของ PMC เป็นความสอดคล้อง. อย่าสมมุติว่ามีความสอดคล้องระหว่างรุ่น ✓ ยืนยันจากเอกสารฮาร์ดแวร์ของเครื่องเฉพาะตัวและคู่มือฮาร์ดแวร์ของรุ่น CNC ก่อนสั่งซื้อหรือติดตั้ง
Q4: บอร์ด I/O ใต้มีผลิตแบบ "ซิงค์" สามารถเชื่อมต่ออุปกรณ์ประเภทแหล่ง (PNP) กับผลิตเหล่านี้ได้หรือไม่?
อุปกรณ์ออกแบบซิงค์ออกแบบสําหรับการทํางานในระดับการซิงค์กระแสไฟฟ้าด้วยภาระไฟฟ้าบวก 24VDC (โซเลโนอิดแวลล์โค้ล, โรเล่โค้ลเชื่อมต่อกับ + 24V)เซ็นเซอร์ประเภทแหล่ง (PNP) หรืออุปกรณ์ประเภทแหล่งอื่น ๆ ไม่สามารถเปลี่ยนหรือเชื่อมต่อตรงกับปลายทางออกประเภทซิงค์ โดยไม่มีรีเล่หรือวงจรอินเตอร์เฟส.
เมื่อเชื่อมอุปกรณ์สนาม พิสูจน์ว่าโทปโลยีสายไฟของอุปกรณ์ (ภาระเชื่อมต่อ +V หรือภาระเชื่อมต่อ 0V) ตรงกับประเภทการออก (ซิงหรือแหล่ง)
สําหรับช่องทางเข้า มีข้อพิจารณาคล้ายกัน วงจรทางเข้าของ A20B-9001-0480 ได้ถูกออกแบบมาเพื่อความกระตุ้นและโทโปลจีสัญญาณทางเข้าเฉพาะอย่างยิ่ง ตามที่บันทึกไว้ในคู่มือการเชื่อม Series 16/18.
Q5: มีข้อมูล CNC ที่เก็บไว้ใน A20B-9001-0480 ที่ต้องการสํารองก่อนการเปลี่ยนหรือไม่
หมายเลข A20B-9001-0480 เป็นบอร์ดอินเตอร์เฟซสัญญาณไฟฟ้าที่บริสุทธิ์ มันประกอบด้วย ทรานซิสเตอร์ I/O, ออปโตคอปเลอร์ทางเข้า, วงจรปรับสัญลักษณ์สัญญาณ และเครื่องเชื่อมฟิสิกอลสําหรับสายไฟฟ้าสนามแต่ไม่เก็บปารามิเตอร์เครื่องจักร, โปรแกรมบันได PMC หรือข้อมูลการตั้งค่า
ข้อมูล PMC ทั้งหมดอยู่ในโมดูลความจํา FROM/SRAM ของเครื่องควบคุม CNC โดยไม่ถูกผลกระทบโดยการเปลี่ยนบอร์ด I/O ไม่จําเป็นต้องสํารองข้อมูลโดยเฉพาะในการเปลี่ยนบอร์ดนี้

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!