FANUC A20B-1005-0190
เลขส่วน:A20B-1005-0190
ผู้ผลิต:บริษัท ฟานุค (ญี่ปุ่น)
ประเภทสินค้า:PCB การควบคุมการขับเคลื่อนสปินด์
ซีรี่ย์บอร์ด:A20B-1005
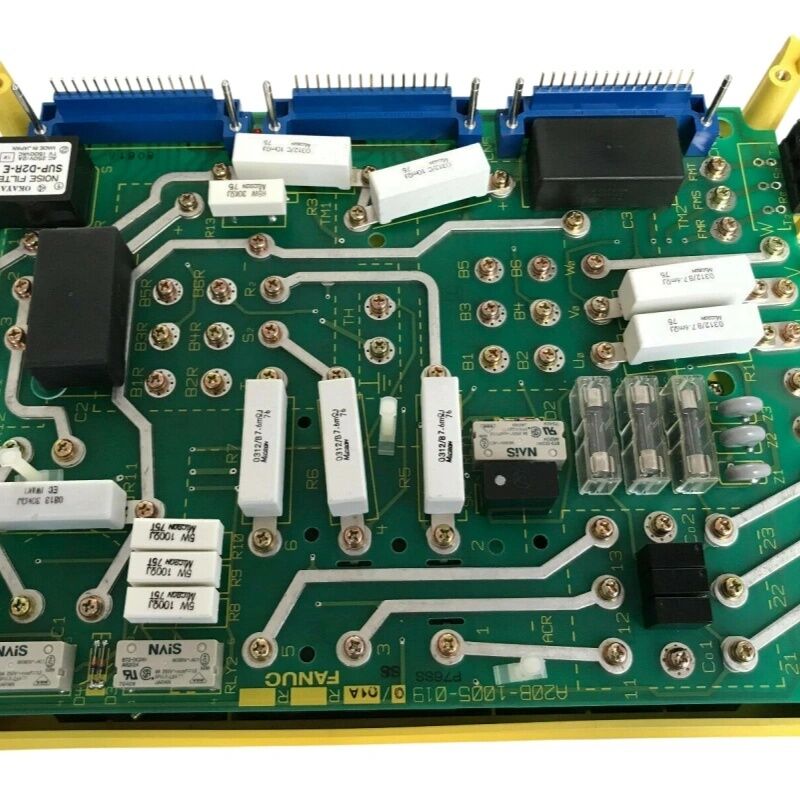
สิ่ง ที่ บอร์ด นี้ ทํา
A20B-1005-0190 เป็นบอร์ดควบคุมภายใน FANUC AC spindle driveมันจัดการกับโลจิกที่นั่งระหว่างคําสั่ง spindle ของ CNC และผลิตของมอเตอร์จริง อ่าน RPM เป้าจาก CNC, การเปรียบเทียบมันกับการตอบสนองความเร็วจริง การปรับผลิต PWM และการติดตามปัจจุบัน อุณหภูมิและสัญญาณโคเดอร์ในเวลาจริง
มันคือบอร์ดส่วนควบคุม ไม่ใช่บอร์ดระยะพลังงาน ความแตกต่างที่สําคัญสําหรับการวินิจฉัย ระยะพลังงานมีทรานซิสเตอร์ IGBT ที่เปลี่ยนกระแสไฟฟ้าสูงบอร์ดควบคุมคือ อิเล็กทรอนิกส์ที่บอกทรานซิสเตอร์เมื่อเปลี่ยนความผิดพลาดของสปินด์หลายอย่างที่ดูเหมือนปัญหาในระดับพลังงานIC คนขับประตูที่ผิดปกติบนบอร์ดควบคุมส่งอัมพวาสเวลาที่ไม่ถูกต้องไปยังทรานซิสเตอร์พลังงานและผลลัพธ์ดูเหมือนความผิดพลาดของทรานซิสเตอร์ การเปลี่ยนบอร์ดควบคุมเป็นขั้นตอนแรกที่ถูกต้องในกรณีเหล่านี้
ซีรีย์ A20B-1005 ครอบคลุมพานควบคุมที่ตรงกับการตั้งค่าการขับเคลื่อน spindle FANUC AC โดยมีอินเตอร์เฟซสัญญาณที่ถูกต้อง โลแกคการป้องกัน และโปรโตคอลการสื่อสารสําหรับการขับเคลื่อนเหล่านี้
หลังจากเปลี่ยน
เมื่อติดตั้งพานควบคุมสํารอง ตรวจสอบปริมาตรการขับเคลื่อน พานควบคุมบันทึกการตั้งค่าเฉพาะเครื่องยนต์ถ้าบอร์ดก่อนหน้านี้มีการตั้งค่าตามสั่ง, ซ่อมแซมจากรายการปารามิเตอร์ที่บันทึกไว้ก่อนที่จะนําสปินด์กลับไปผลิต การข้ามขั้นตอนนี้เป็นสาเหตุที่พบบ่อยที่สุดของปัญหาหลังการเปลี่ยน
ข้อจํากัดหลัก
| ปริมาตร |
มูลค่า |
| เลขส่วน |
A20B-1005-0190 |
| ซีรี่ย์ |
A20B-1005 |
| ประเภท |
PCB การควบคุมการขับเคลื่อนสปินด์ |
| อุณหภูมิการทํางาน |
0°55°C |
| อุณหภูมิการเก็บ |
-20°60°C |
| ความชื้น |
75% RH แม็กซ์ (ไม่หมัก) |
| สาเหตุ |
ญี่ปุ่น |
FAQ
Q1: สปินเดิลแสดงสัญญาณระวังไฟฟ้าเกินความเร็ว เมื่อเร่ง ทรานซิสเตอร์พลังงานทดสอบดี อาจเป็นป้ายนี้เป็นสาเหตุได้หรือไม่
ใช่ ไดรเวอร์ประตูที่ผิดปกติบนบอร์ดควบคุม ทําให้ทรานซิสเตอร์ออกเปลี่ยนผิดสร้างกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแสกระแส. แทนบอร์ดควบคุมแรกและตรวจสอบปารามิเตอร์ ก่อนการทดสอบภายใต้ภาระ
Q2: ความเร็ว spindle การล่าระหว่างการตัด มอเตอร์และ encoder ดูไม่เสียหาย อะไรที่จะตรวจสอบ
การล่าความเร็วด้วยระบบเครื่องจักรที่ไม่เสียสภาพชี้ไปที่ตัวควบคุมความเร็ว หรือการประมวลผลผลกลับคืนบนบอร์ดควบคุม ก่อนอื่นยืนยันว่ามีอัมพวาสโคเดอร์ที่สะอาดที่ทางเข้าของบอร์ดจากนั้นตรวจสอบปริมาตรการเพิ่มการควบคุมความเร็วถ้าทั้งสองคําตอบถูกต้อง วงจรควบคุมของบอร์ดอาจมีส่วนประกอบที่เสียหาย
ถามที่ 3: หลังจากเปลี่ยนกระดาน, spindle ทํางาน แต่การตั้งทิศทางไม่ได้เสร็จ. ทําไม?
การตั้งทิศทางขึ้นอยู่กับ Z-pulse encoder และพารามิเตอร์การตั้งทิศทางในไดรฟ์ ยืนยันว่าพารามิเตอร์เหล่านั้นถูกโอนจากการตั้งค่าเดิม หากพารามิเตอร์ถูกต้องตรวจสอบว่าสัญญาณ Z ได้ถึงปลายทางการใส่ที่ถูกต้องของบอร์ดสํารอง.
Q4: เครื่องขับเคลื่อนผ่านการทดสอบตัวเอง แต่ผิดพลาดในการสั่งความเร็ว CNC ครั้งแรก.
การทดสอบตัวเองปกติ แต่ความผิดพลาดในคําสั่ง CNC ครั้งแรกชี้ให้เห็นว่า อินเตอร์เฟซการสื่อสารบนบอร์ดควบคุมไม่สามารถตีความคําสั่งลําดับจาก CNC ได้อย่างถูกต้องยืนยันสายไฟระหว่าง CNC และขับขี่แรกถ้าสายเชื่อมดี วงจรสื่อสารของบอร์ดคือความผิด
Q5: กระดานนี้ควรเก็บไว้อย่างไรเพื่อป้องกัน?
เก็บไว้ในบรรจุสารกันสแตติก ในอุณหภูมิห้องที่มั่นคง ห่างจากความชื้นบันทึกการตั้งค่าพารามิเตอร์จากบอร์ดที่ติดตั้ง ✅ แผ่นสํารองที่มีปารามิเตอร์ที่บันทึกไว้ลดเวลาการฟื้นฟูเป็นครึ่ง เมื่อแผ่นสํารองถูกต้องการในที่สุด.

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!